2013/11/21 | ねじの強度
タッピンねじ⑩
タッピンねじ⑩
タッピンねじ(小ねじ、ボルト)の使用時のトラブルと解決法
その6 遅れ破壊
a)水素脆性による遅れ破壊
タッピンねじや小ねじ、ボルト等の焼入れ硬化した鋼製ねじが、締付後何時間も経てから脆性破壊を起こす現象を、一般的に「遅れ破壊」と称する。
(ネジ類だけでなく、高強度鋼部品が静的な負荷応力を受けた状態で、ある時間を経過したとき、外見上はほとんど塑性変形を伴うことなく、突然脆性的な破壊が生じる)
経験上から、ネジ類ではタッピンねじが浸炭焼入(肌焼入)を施していることから、発生度合いは最も高い。
◆水素脆化
鋼中に何らかの要因によって浸入した水素(H)が応力集中部近傍に集中し、カソード割れを引き起こす。
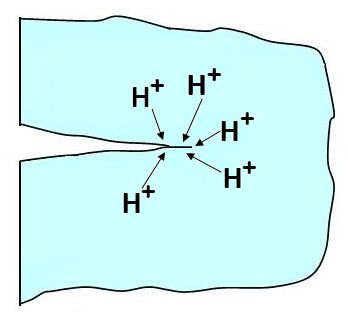
カソード反応(還元反応) (水素ガス面圧説)
亜鉛鍍金を施した製品に起こり易い。電気鍍金により、メッキ槽中の酸により水素原子が製品に吸蔵されることが主要因と考えられている。

このように吸蔵された製品を締付けると、締付けによって生じた粒界の歪部に水素原子が浸入し、分子化し、更に圧力が加わり歪み(割れ)を増大させて、ついに破損に至るメカニズムです。
この破損は締付け後、12時間~72時間後に発生し易い。
◎対策
この対策としては、製品を亜鉛鍍金後に即、180゚C~200゚C程度の温度で数時間加熱し、吸蔵水素を放出させるベーキング処理を行う。
◎状況
・水素脆性による”頭飛び”は20年位前までは冬の風物詩とまで言われ、年に数回発生するのも珍しくなく、品質管理課は恐れていたもので、冬季の重点管理項目としていました。
発生すれば、人的、経費的、精神的にその負担は多大でした。
・近年は材料精度、熱処理管理技術の向上、表面処理設備の充実(表面処理装置とベーキング炉の直結化)、水素脆性の起こしにくい鍍金浴の開発等により、最近では皆無の状態になっています。
