2010/10/13 | 転造
ねじ山成形金型②
ねじ山成形金型②
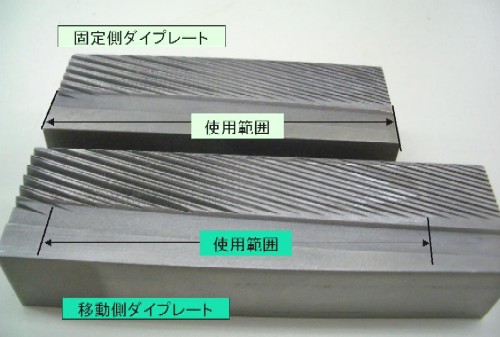
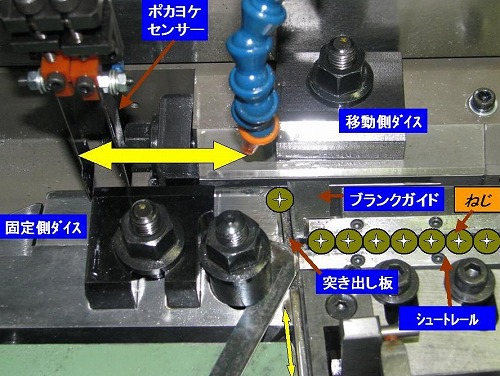
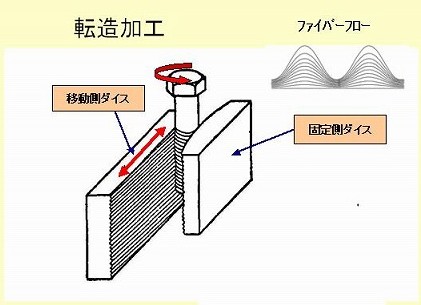
更に、ねじ山成形に使用される金型について紹介致します。
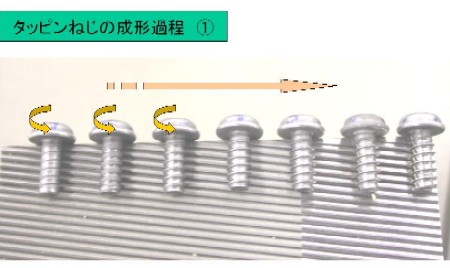
1)先端を尖らせる、ねじの長物、ねじ山の2条

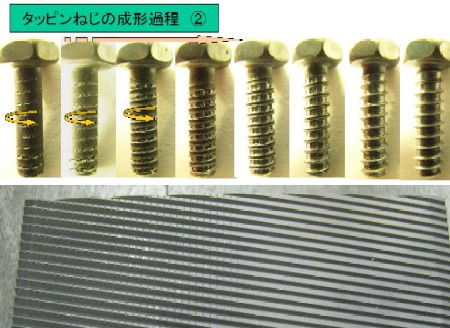
2)先端テーパー、ピッチが細かい

3)頭部に縦溝(ローレットつまみねじ)ピッチが細かい

4)頭部に縦溝(ローレットつまみねじ)ピッチが粗い

5)一般的に使用される 小ねじ M4X0.7

6)特殊ねじ山 (鋸歯形状)

7)軸部に溝入れ

以上、代表的なねじ山成形金型(平ダイス)を紹介いたしました。
お解りいただけましたでしょうか、まだまだ有りますが、今回はこれぐらいにしまた機会があれば紹介したいと思います。