2013/08/21 | ねじ締結
タッピンねじ⑦
タッピンねじ⑦
タッピンねじの使用時のトラブルと解決法
その3
前回のタッピンねじ⑥で、トラブルに対する解決法について詳細を説明致します。
適正締付トルクの設定
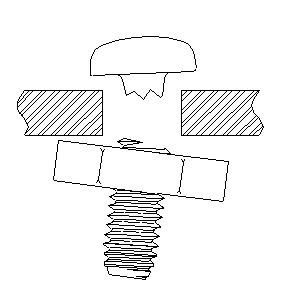
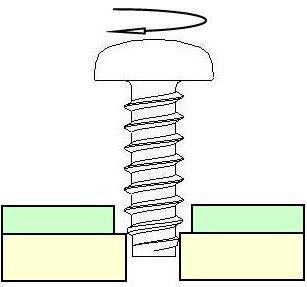
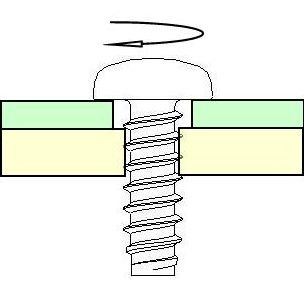
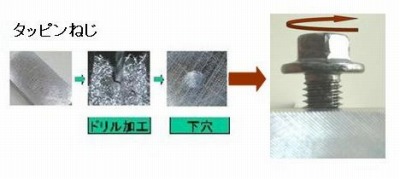
下図のような貫通の下穴にタッピンねじをねじ込んで、頭部破断が生じた場合、
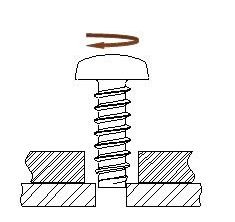
![20130723140838668[1]](https://www.kk-yamashina.co.jp/column/wp-content/uploads/neji-blog/20130801114319e10.jpg)
締付工具の発生トルク設定に問題がある場合が有ります。
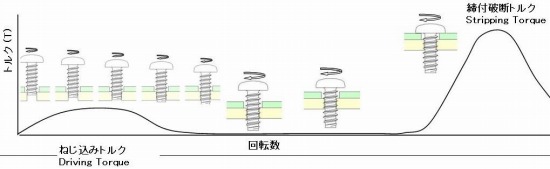
締結と同じ又は近い条件で、トルクアナライザー等を用いてトルク曲線を描くと
その設定が容易に出来ます。
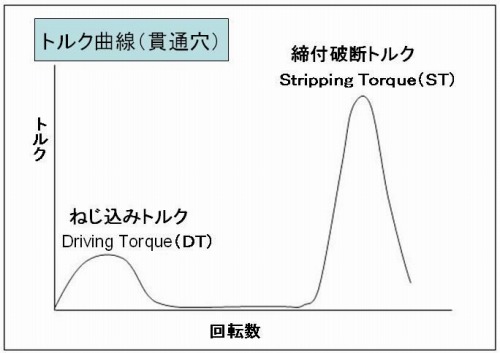
設定の要点は
ⅰ)ST/DTが2.5倍以上有る事
この数字が大きい程、安全な締付作業が出来る。
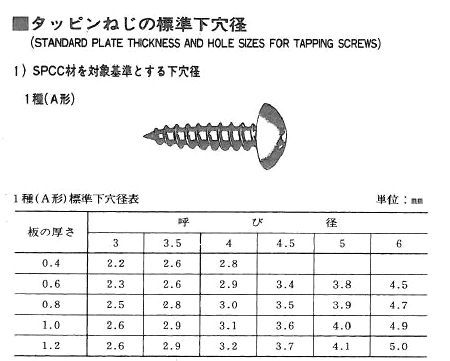
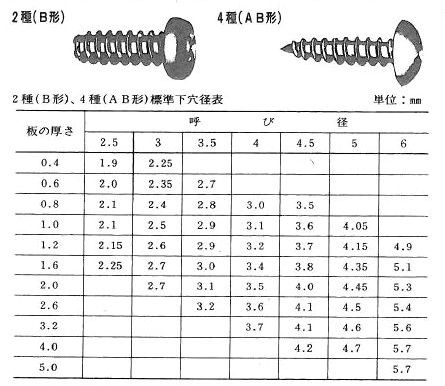
2.5より小さければ使用ねじの選定、下穴径・形状を変える。
ⅱ)ⅰ)の条件を満足するならば、STの60%を目途で設定する
弾性限、機器、相手材(摩擦係数、下穴)のバラツキ等を考慮して
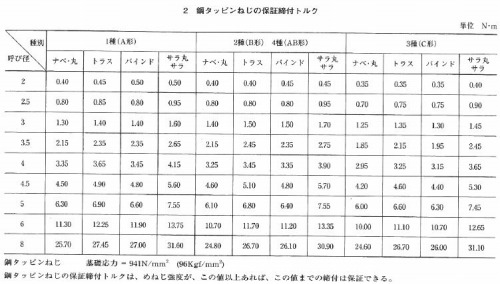
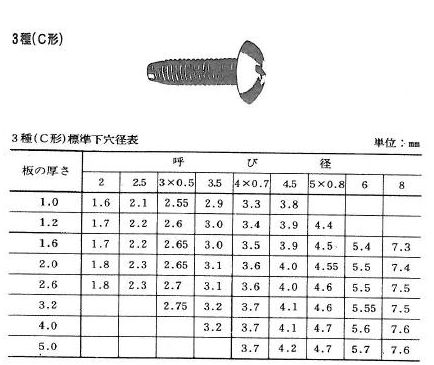
ⅲ)但し、タッピンね自身が持つ強度(保証締付トルク・下表)を超えない範囲