2012/03/29 | 表面処理
表面処理⑤
表面処理⑤
その他の表面処理
陽極酸化処理(アルマイト)
アルミニュウムの表面処理のなかで、最も代表的な処理には
陽極酸化処理(アルマイト)が上げられます。
陽極酸化処理の用途は、サッシ、ビルの内外装、自動車などの車両、
容器、エクステリアなど多様な箇所に使用されています。
機能的には耐食性、耐候性、装飾性、着色を主な目的として加工されます。


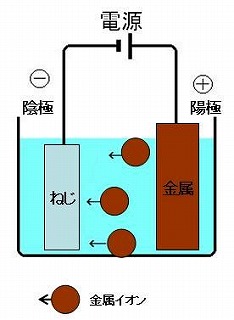
陽極酸化(アルマイト)の加工原理は
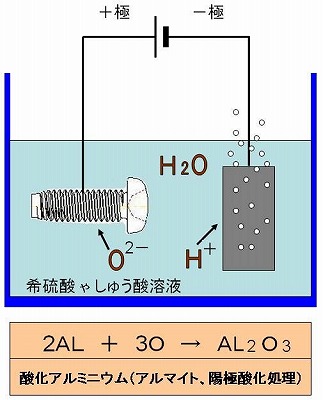
陽極(+)側に加工するアルミニュウム製品を陰極(-)側に鉛板などを使用し
希硫酸やしゅう酸などの溶液中で電気分解をすると、アルミニュウム表面に
酸化皮膜が生成されます。
この皮膜がアルマイト皮膜、陽極酸化皮膜と呼ばれるものです。
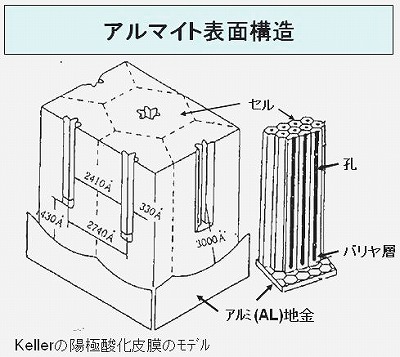
この皮膜は処理時間と共に成長し、下図のような多数の微細孔を有する多孔層
(Porous layer)となっています。
(この構造は裸眼程度では見えず、電子顕微鏡などで観察されます)
この多孔層を利用した加工がいろいろと施されています。
その特徴を利用しての例としてアルマイトのカラー加工が有ります。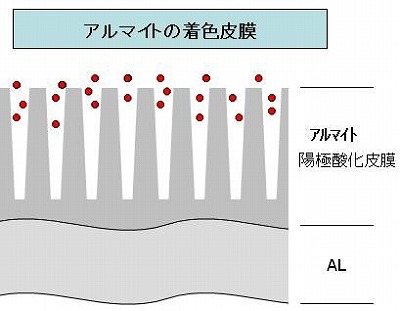
多孔部分に赤、黄色、緑、青などの染料や金属酸化物を孔に吸着させることによる
染色加工